Forum » Kaj kupiti » 3d tiskalnik
3d tiskalnik
Crossfire ::
Najtanjše lahko printam pod 0.1mm, koliko točno pa še nisem preizkušal. Ponavadi vliva nad 0.2mm, 0.28mm je sweet spot recimo za kakšne bolj konkretne zadeve.
Mišljeno je za zobati jermen, seveda. Sem malo višje prilepi slikco, je razviden del sklopa.
Ako imaš kakšno idejo, kaj bi se še dalo naredit, kr na plano ;)
Mišljeno je za zobati jermen, seveda. Sem malo višje prilepi slikco, je razviden del sklopa.
Ako imaš kakšno idejo, kaj bi se še dalo naredit, kr na plano ;)

Unknown_001 ::
V tem primeru vidim kje tiči izvirni greh.
Jermenica ima drugačen profil ozobja kot zobnik in zato ti potem trese in se pelje kot po jajcih. Idealno je evolventa na evolvento, kjer se ozobje po pravem kotali ne oa drsi in tolče.
Naredi z jermenom, ker bo najlažje, če pa hočeš zobniški prenos... (ne priporočam ker bodo vsakršne vibracije, tresljaji direkt po ozobju tolkli) moraš ozobje prilagodit. V modelu spremenit.
Jermenica ima drugačen profil ozobja kot zobnik in zato ti potem trese in se pelje kot po jajcih. Idealno je evolventa na evolvento, kjer se ozobje po pravem kotali ne oa drsi in tolče.
Naredi z jermenom, ker bo najlažje, če pa hočeš zobniški prenos... (ne priporočam ker bodo vsakršne vibracije, tresljaji direkt po ozobju tolkli) moraš ozobje prilagodit. V modelu spremenit.
Wie nennt man einen Moderator mit der Hälfte des Gehirnis ?
Begabt
Begabt
Zgodovina sprememb…
- spremenilo: Unknown_001 ()
Unknown_001 ::
Hint, lahko narediš na klinasti jermen. Bo deloval lahko kot varovalo pred preobremenitvijo motorčka.
Wie nennt man einen Moderator mit der Hälfte des Gehirnis ?
Begabt
Begabt
Zgodovina sprememb…
- spremenilo: Unknown_001 ()
Crossfire ::
Unknown_001 je izjavil:
V tem primeru vidim kje tiči izvirni greh.
Jermenica ima drugačen profil ozobja kot zobnik in zato ti potem trese in se pelje kot po jajcih. Idealno je evolventa na evolvento, kjer se ozobje po pravem kotali ne oa drsi in tolče.
Naredi z jermenom, ker bo najlažje, če pa hočeš zobniški prenos... (ne priporočam ker bodo vsakršne vibracije, tresljaji direkt po ozobju tolkli) moraš ozobje prilagodit. V modelu spremenit.
V bistvu sta enaka profila, 5M za HTD jermene.
Imaš pa point glede tolčenja in ne naleganja.
Opažam le, da se zaradi rahlo nepravilne oblike sprintanega kolesnega zobnika ta "problem" potem prenaša kot vibracija preko motorskega zobnika na sam nosilec in motor. Torej, na določeni točki pospeševanja pride do vibracij, potem pa z večanjem hitrosti popolnoma izzveni.
Skratka, 3D printane izdelke skušam uporabiti tudi v bolj aplikativnih nalogah kot pa samo za figurice :D
Ko si na deski pri 30km/h se moraš pač čimbolj zanesti na to kar si sestavil odspodaj, ni druge :)
Zgodovina sprememb…
- spremenilo: Crossfire ()
Unknown_001 ::
Profila nista primerna da bi ju združil kot zobnika. Če hočeš kaj resnega, rabiš evloventno ozobje. V teoriji naj bi se zobje kotalili med sabo. To je najboljši profil.
Vseeno bi sam raje uporabil jermen, zobati bo bolj primeren ker klinastega je treba ekstra napet s čimer vneseš dodatne radialne obremenitve. Jermen ti bo blažil vibracije, pravtako je najboljša rešitev za premagovanje medosnih razdalj.
Vibracije vedno na neki točki dosežejo vrh, podobno kot resonanca. Območje delovanja okoli vrha vibracij je najbolj kvarno.
Vseeno bi sam raje uporabil jermen, zobati bo bolj primeren ker klinastega je treba ekstra napet s čimer vneseš dodatne radialne obremenitve. Jermen ti bo blažil vibracije, pravtako je najboljša rešitev za premagovanje medosnih razdalj.
Vibracije vedno na neki točki dosežejo vrh, podobno kot resonanca. Območje delovanja okoli vrha vibracij je najbolj kvarno.
Wie nennt man einen Moderator mit der Hälfte des Gehirnis ?
Begabt
Begabt
fikus_ ::
1. Zobata jermenica za HTD jermen in evolventno ozobje nista niti priblišno enaka.
2. To da se vibracije čutijo pri nekoh obratih je zaradi resonance (lastna frekvenca in vzbujevalna frekvenca, v tem primeru pogon in ozobljenji povzročata vibracije).
Zobati jermen je dober predlog. Izberi HTD profil, je tišji, bolj miren tek.
Tukaj npr. dobiš 3D model jermenice, preveri, če je dober:
http://si.maedler.de/product/1643/1616/...
2. To da se vibracije čutijo pri nekoh obratih je zaradi resonance (lastna frekvenca in vzbujevalna frekvenca, v tem primeru pogon in ozobljenji povzročata vibracije).
Zobati jermen je dober predlog. Izberi HTD profil, je tišji, bolj miren tek.
Tukaj npr. dobiš 3D model jermenice, preveri, če je dober:
http://si.maedler.de/product/1643/1616/...
Unknown_001 ::
1. Zobata jermenica za HTD jermen in evolventno ozobje nista niti priblišno enaka.
Ravno to mu razlagam, če je letelo name.
Wie nennt man einen Moderator mit der Hälfte des Gehirnis ?
Begabt
Begabt
fikus_ ::
Ne. Tebi mislim, da ti je jasno.
Crossfire verjetno ni iz strojniške stroke, zato sem to napisal, pa še predlog zraven.
Pa tukaj:
http://si.maedler.de/Static/Tools
Si lahko preračunaš jermen (Timing belt dimensioning)
Crossfire verjetno ni iz strojniške stroke, zato sem to napisal, pa še predlog zraven.
Pa tukaj:
http://si.maedler.de/Static/Tools
Si lahko preračunaš jermen (Timing belt dimensioning)
Crossfire ::
No, zdaj smo na isti valovni. :)
Eden izmed prvih prototipov je izgledal takole:

Kar me zanima je, kako izboljšati 3D tiskan objekt za omenjeno aplikacijo...torej nastavitve, kakšen predlog...tako, da se bo kolesna jermenica čim bolje sprintala in vrtela v navezi z jermenom in motorsko jermenico.
Skratka, če kdo ima kakšne konkretne aplikativne izkušnje z dotičnim tiskom, bi bil vesel vsakršne izmenjave izkušenj. Skratka, ustrezen material sem našel, ako kdo razpolaga tudi z natančnejšim printerjem, da bi se lahko čim bolj približal ustreznemu izdelku. V to smer se sedaj nagibam...preden glede zobnika obupam in grem v nakup CNC-janega aluminija :)
Eden izmed prvih prototipov je izgledal takole:
Kar me zanima je, kako izboljšati 3D tiskan objekt za omenjeno aplikacijo...torej nastavitve, kakšen predlog...tako, da se bo kolesna jermenica čim bolje sprintala in vrtela v navezi z jermenom in motorsko jermenico.
Skratka, če kdo ima kakšne konkretne aplikativne izkušnje z dotičnim tiskom, bi bil vesel vsakršne izmenjave izkušenj. Skratka, ustrezen material sem našel, ako kdo razpolaga tudi z natančnejšim printerjem, da bi se lahko čim bolj približal ustreznemu izdelku. V to smer se sedaj nagibam...preden glede zobnika obupam in grem v nakup CNC-janega aluminija :)
Zgodovina sprememb…
- spremenilo: Crossfire ()
Unknown_001 ::
... z malo sreče bi lahko kolege iz laboratorija uspel nahecat da mi za "študijske potrebe" malo posodijo SLS tiskalnik.
Sicer imam pa jaz doma enega zelo dobrega. Tudi površinski finiš je lep. Če si iz Nm ali okolice piši na ZS pogoj o pride v poštev ljubljana pa ti lahko za ceno materiala naredim stvar iz boljšega filamenta. Lahko bi pa tudi kupil že narejeno jermenico in jo nato privijačil na kolesce.
Sicer imam pa jaz doma enega zelo dobrega. Tudi površinski finiš je lep. Če si iz Nm ali okolice piši na ZS pogoj o pride v poštev ljubljana pa ti lahko za ceno materiala naredim stvar iz boljšega filamenta. Lahko bi pa tudi kupil že narejeno jermenico in jo nato privijačil na kolesce.
Wie nennt man einen Moderator mit der Hälfte des Gehirnis ?
Begabt
Begabt
Crossfire ::
Nisem iz tvoje bližine, pa sej to ne igra vloge :)
Skratka, če se izkaže, da sam ne bom uspel sproducirati zadovoljive jermenice, se slišiva. ;)
Boljšega filamenta? Talk to me, man :)
Skratka, če se izkaže, da sam ne bom uspel sproducirati zadovoljive jermenice, se slišiva. ;)
Boljšega filamenta? Talk to me, man :)
Barbarpapa2 ::
Pozdrav
Ko sem prej omenil problematiko trdnosti hladnih spojev pri plastiki, tukaj je majhen pregled, koliko so hladni spoji šibkejši od same plastične mase:
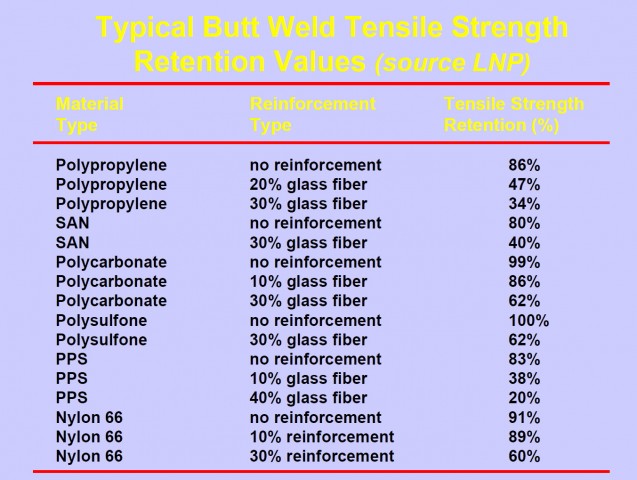
Mislim pa, da se v filamente med njihovo proizvodnjo dodajajo razni aditivi, ker drugače ne razumem, zakaj je filament nekega materiala toliko dražji kot osnovni material. Npr. v tem threadu se omenja, da normalni ABS filament stane 20€/kg. ABS granulat se da dobiti za cca 3€/kg (in to kavlieteten)....
LP
Jože
Ko sem prej omenil problematiko trdnosti hladnih spojev pri plastiki, tukaj je majhen pregled, koliko so hladni spoji šibkejši od same plastične mase:
Mislim pa, da se v filamente med njihovo proizvodnjo dodajajo razni aditivi, ker drugače ne razumem, zakaj je filament nekega materiala toliko dražji kot osnovni material. Npr. v tem threadu se omenja, da normalni ABS filament stane 20€/kg. ABS granulat se da dobiti za cca 3€/kg (in to kavlieteten)....
LP
Jože
Unknown_001 ::
Barbarpapa2 je izjavil:
Mislim pa, da se v filamente med njihovo proizvodnjo dodajajo razni aditivi, ker drugače ne razumem, zakaj je filament nekega materiala toliko dražji kot osnovni material. Npr. v tem threadu se omenja, da normalni ABS filament stane 20EUR/kg. ABS granulat se da dobiti za cca 3EUR/kg (in to kavlieteten)....
LP
Jože
Filament zagotovo mora imeti dodatke, oz skoraj vsak material jih ima in navadno ravno ti nanesejo pri ceni. Poleg tega je pri ABS problem higroskopnost. Sicer baje obstajajo neki hidrofobni aditivi ampak nisem prepričan če se to daje zraven, da se kompenzira. Ker imam dostop do sušilca, kolute pred tiskanjem vržem not za par ur in razlika v kakovosti tiska je kot noč in dan.
Recimo delali smo z dvema različnima mešanicama dodatkov v PPS-u (polifenil sulfid) razlika v ceni na kilo nekaj evrov. Dražji je imel notri še teflon itd. dodatke za boljšo drsnost, antistatike... Tako da verjetno je razlika v ceni res predvsem pri dodatkih, malo pa tudi zato ker se te žice ne proizvajajo tako masovno kot granule, del cene prispeva tudi marketing in posredništvo.
Wie nennt man einen Moderator mit der Hälfte des Gehirnis ?
Begabt
Begabt
Zgodovina sprememb…
- spremenilo: Unknown_001 ()
Barbarpapa2 ::
Pozdrav
Vidiš, tole s sušenjem je dobra ideja za "DIY enhancement" printerja! Narediš zaprto škatlo za kolut s filamentom v katerega vodiš suh topel zrak. Zrak sušiš s silikagelom in greješ z grelcem ter prepihuješ preko koluta. Zadevo moraš izvesti tako, da je zrakotesna. Po koncu dela vse odprtine zapreš, da do koluta ne pride vlažen zrak...
Mogoče ta topel zrak vodiš še v tiskalno komoro in tiskaš pri povišani temperaturi, ter tako omiliš skrčke. Kos do konca ohladiš šele, ko končaš s printanjem. Sicer se zaradi tega naknadnega ohlajnaj tisk malo podaljša, samo verjetno bi na ta način lahko zmanjšal deformacije....
LP
Jože
Vidiš, tole s sušenjem je dobra ideja za "DIY enhancement" printerja! Narediš zaprto škatlo za kolut s filamentom v katerega vodiš suh topel zrak. Zrak sušiš s silikagelom in greješ z grelcem ter prepihuješ preko koluta. Zadevo moraš izvesti tako, da je zrakotesna. Po koncu dela vse odprtine zapreš, da do koluta ne pride vlažen zrak...
Mogoče ta topel zrak vodiš še v tiskalno komoro in tiskaš pri povišani temperaturi, ter tako omiliš skrčke. Kos do konca ohladiš šele, ko končaš s printanjem. Sicer se zaradi tega naknadnega ohlajnaj tisk malo podaljša, samo verjetno bi na ta način lahko zmanjšal deformacije....
LP
Jože
Unknown_001 ::
@Barbapapa2
Sem že razmišljal v tej smeri, a sistem bi me lahko prišel skoraj dražje kot tiskalnik.
Pri brizgalkah je enostavno. Sušilni silos za material in nato sesalec, ki vleče v zalogovnik nad polžem. Ampak vi to verjetno veste ker ste zgleda v istem fohu :)
Tu bi bilo treba narest komoro za cel tiskalnik. To bo lahko celo potencialno zanimiva diplomska naloga za letos. Definitivno bom malo preveril možnosti. Mogoče se res celo lotim pritotipa. Bi pa naredil z možnostjo vmesne regeneracije silikagela tako da bi uporabil dve posodi za silikagel. Pametna bi bila tudi regulacija temperature in tako bi lahko zagotovil idealne razmere...
Sem že razmišljal v tej smeri, a sistem bi me lahko prišel skoraj dražje kot tiskalnik.
Pri brizgalkah je enostavno. Sušilni silos za material in nato sesalec, ki vleče v zalogovnik nad polžem. Ampak vi to verjetno veste ker ste zgleda v istem fohu :)
Tu bi bilo treba narest komoro za cel tiskalnik. To bo lahko celo potencialno zanimiva diplomska naloga za letos. Definitivno bom malo preveril možnosti. Mogoče se res celo lotim pritotipa. Bi pa naredil z možnostjo vmesne regeneracije silikagela tako da bi uporabil dve posodi za silikagel. Pametna bi bila tudi regulacija temperature in tako bi lahko zagotovil idealne razmere...
Wie nennt man einen Moderator mit der Hälfte des Gehirnis ?
Begabt
Begabt
Zgodovina sprememb…
- spremenilo: Unknown_001 ()
I__I ::
@Raptor F16
Kako rišeš evolventno ozobje? Pri večini tutorialov naredijo tako, da potegnejo krivuljo skozi nekaj preračunanih točk. Ampak tudi to ni čisto pravilno.
A PPS si imel na kakšnem profesionalnem tiskalniku ali se ga da tiskati tudi na hobi tiskalnikih?
@Crossfire
Kako imaš zagotovljeno centriranje jermenice v koleščku? Je možno, da ni v centru in so zaradi tega vibracije.
Preveri, če imaš steps/mm pravilno nastavljene za x in y smer. Oz. natisni velik kvadrat čez celotno mizico in ga izmeri s šublerjem, če so dimenzije pravilne. Načeloma so lahko problematične tudi jermenice na x in y osi, recimo, če luknja za gred ni popolnoma na sredini jermenice, in potem malo opleta ko se vrti. Lahko tudi znižaš hitrost tiskanja, če bo kaj bolje. Pa mogoče ima vpliv tudi ventilatorček, če piha samo z ene strani.
@Barbarpapa2
Filament je dražji od granulata, ker mora biti čim bolj natančno izdelan, saj je od premera filamenta odvisna tudi kvaliteta in natančnost natisnjenega izdelka. Ponavadi je toleranca +-0,05mm. Pa potem še razni dodatki, barve, prilagoditev za 3d tisk, R&D ,... In bolj kot ne butična proizvodnja.
Podoben izdelek je nitka za kosilnice, ki pa ne rabi takšnih toleranc, pa je vseeno cena 20-30€/kg, čeprav je granulat 3-5€/kg.
Kako rišeš evolventno ozobje? Pri večini tutorialov naredijo tako, da potegnejo krivuljo skozi nekaj preračunanih točk. Ampak tudi to ni čisto pravilno.
A PPS si imel na kakšnem profesionalnem tiskalniku ali se ga da tiskati tudi na hobi tiskalnikih?
@Crossfire
Kako imaš zagotovljeno centriranje jermenice v koleščku? Je možno, da ni v centru in so zaradi tega vibracije.
Preveri, če imaš steps/mm pravilno nastavljene za x in y smer. Oz. natisni velik kvadrat čez celotno mizico in ga izmeri s šublerjem, če so dimenzije pravilne. Načeloma so lahko problematične tudi jermenice na x in y osi, recimo, če luknja za gred ni popolnoma na sredini jermenice, in potem malo opleta ko se vrti. Lahko tudi znižaš hitrost tiskanja, če bo kaj bolje. Pa mogoče ima vpliv tudi ventilatorček, če piha samo z ene strani.
@Barbarpapa2
Filament je dražji od granulata, ker mora biti čim bolj natančno izdelan, saj je od premera filamenta odvisna tudi kvaliteta in natančnost natisnjenega izdelka. Ponavadi je toleranca +-0,05mm. Pa potem še razni dodatki, barve, prilagoditev za 3d tisk, R&D ,... In bolj kot ne butična proizvodnja.
Podoben izdelek je nitka za kosilnice, ki pa ne rabi takšnih toleranc, pa je vseeno cena 20-30€/kg, čeprav je granulat 3-5€/kg.
Unknown_001 ::
@|_|
Em ne. PPS a ti ne boš s FDM je nikoli brizgal. Konkretno se bavimo z litjem polimerov. PPS je bil omenjen zgolj kot primer koliko lahko dodatki (aditivi) nanesejo pri sami ceni materiala. Odgovor je seveda: precej
Za PPS je že pri brizgalki treba imet visoke temoerature. Konkretno mora biti tudi orodje PREDGRETO na 130-140 stopinj, če ne nisi nič naredil. Temperature so pa... o ljubi bože. Brizga se ga pri temperaturi okol 350 stopinj.
Pa še osušen mora bit obvezno s kroženjem zraka pri okoli 150 stopinj celzija.
Edina primerna tehbologija za predelavo je še prašno sintranje z nabrizgavanjem prahu. Temperature površine na katero se ta prah nanaša morajo biti vsaj 370 stopinj pa tam nekje do 400 od oka.
To so Hi tech materiali. Ne moreš to s temi domačimi zadevami delat.
Za evolvento. Drugače kot da ti demnostriram ne gre. Pomagaš si seveda z ničelnim zobnikom. Za risanje boka iporabiš funkcijo spline, ki ti interpolira krivuljo po konstrukcijskih točkah.
Em ne. PPS a ti ne boš s FDM je nikoli brizgal. Konkretno se bavimo z litjem polimerov. PPS je bil omenjen zgolj kot primer koliko lahko dodatki (aditivi) nanesejo pri sami ceni materiala. Odgovor je seveda: precej
Za PPS je že pri brizgalki treba imet visoke temoerature. Konkretno mora biti tudi orodje PREDGRETO na 130-140 stopinj, če ne nisi nič naredil. Temperature so pa... o ljubi bože. Brizga se ga pri temperaturi okol 350 stopinj.
Pa še osušen mora bit obvezno s kroženjem zraka pri okoli 150 stopinj celzija.
Edina primerna tehbologija za predelavo je še prašno sintranje z nabrizgavanjem prahu. Temperature površine na katero se ta prah nanaša morajo biti vsaj 370 stopinj pa tam nekje do 400 od oka.
To so Hi tech materiali. Ne moreš to s temi domačimi zadevami delat.
Za evolvento. Drugače kot da ti demnostriram ne gre. Pomagaš si seveda z ničelnim zobnikom. Za risanje boka iporabiš funkcijo spline, ki ti interpolira krivuljo po konstrukcijskih točkah.
Wie nennt man einen Moderator mit der Hälfte des Gehirnis ?
Begabt
Begabt
Zgodovina sprememb…
- spremenilo: Unknown_001 ()
Unknown_001 ::
Delaš lahko tudi po enačbah. V Krautu jo imaš.
Wie nennt man einen Moderator mit der Hälfte des Gehirnis ?
Begabt
Begabt
I__I ::
Hvala ti za tole. Sicer zobnikov ne printam velikokrat. Kadar pa jih, pa jih ponavadi najdem na https://shop.sdp-si.com/catalog/ , kjer imajo tudi step datoteke. Nikoli jih nisem sam risal.
Unknown_001 ::
Jaz jih tudi ne rišem pogosto, ampak z nekaj vaje vse postane rutina. Kakšen dan dva si vzet čas in poskusit narisat parkrat potem pa lahko tudi lastno knjižnico narediš.
Wie nennt man einen Moderator mit der Hälfte des Gehirnis ?
Begabt
Begabt
zerdoner ::
Mi lahko nekdo na hitro pove, ki ima izkušnje z 3D tiskom kakšne bi naj bile teoretične nastavitve za 1,75mm filament in 0,4mm šobo. Predvsem me zanima za program kisslicer, ker imam njega.
- extrusion width = 0.4 mm
- infill extrusion width =0.4 mm
- layer tickness = max 0.25 mm, raje manj.
- skin tickness = kolikor potrebuješ, jaz dam 3 sloje.
lp
jaz uporabljam slic3r in sem zadovoljen. Ce imas prusa printer ti lahko dam svoje fajle z nastavitvami in jih samo malo pooptmiziras.
Super mi je ker lahko vec sob in slojev hranis in imas prednastavljene vrednosti za najbolj pogoste nastavitve
tudi za vsak fillament lahko nastavljas posebaj in podpira vec hotend-ov
Vse to se lahko naredi tudi v KISSlicer-ju.
Če dam skin tickness na manj kot 0,25mm ali je potrtebno tudi ostale parametre znižati? Kolikšna je min vrednost skin tickness za 0,4mm šobo?
I__I ::
Če prav razumem, je skin thickness debelina stene. Načeloma bi to moralo biti večkratnik od extrusion width. Torej če imaš Extrusion width 0.5mm potem nastaviš skin thickness na 0.5mm ali 1mm ali pa 1.5mm. Lahko pa tudi več, ampak dvakratnik oz. trikratnik je ponavadi dovolj.
Nekateri slicerji ti sploh ne omogočajo tiskati tanjše stene od debeline šobe. Če pa ti omogoča pa bo vseeno takšna stena zelo šibka.
Nekateri slicerji ti sploh ne omogočajo tiskati tanjše stene od debeline šobe. Če pa ti omogoča pa bo vseeno takšna stena zelo šibka.
I__I ::
Js ponavadi printam z 0.2mm layer thickness. Načeloma je maksimum 0.8 krat debelina šobe. Minimum pa je bolj odvisen od natančnosti same konstrukcije printerja. Pri današnjih printerjih 0.1mm tudi ni problem, pri boljših pa greš lahko tudi do 0.05mm. Ampak to moraš sam sprobat, česa je tvoj printer sposoben. Moraš vedeti, da se pri tanjši debelini sloja podaljša čas printanja. Ostalih nastavitev načeloma ni potrebno spreminjati, mogoče lahko malo znižaš temperaturo šobe pri nižji debelini sloja, ker se plastika počasneje premika skozi šobo in ima dalj časa da se segreje.
V teoriji je idealna višina sloja odvisna od koračnega motorja in navojne palice, ki jo uporabljaš. Ne vem pa koliko ima to v praksi vpliva. http://www.prusaprinters.org/calculator...
V teoriji je idealna višina sloja odvisna od koračnega motorja in navojne palice, ki jo uporabljaš. Ne vem pa koliko ima to v praksi vpliva. http://www.prusaprinters.org/calculator...
korenje3 ::
Unknown_001 je izjavil:
@|_|
Em ne. PPS a ti ne boš s FDM je nikoli brizgal. Konkretno se bavimo z litjem polimerov. PPS je bil omenjen zgolj kot primer koliko lahko dodatki (aditivi) nanesejo pri sami ceni materiala. Odgovor je seveda: precej
Za PPS je že pri brizgalki treba imet visoke temoerature. Konkretno mora biti tudi orodje PREDGRETO na 130-140 stopinj, če ne nisi nič naredil. Temperature so pa... o ljubi bože. Brizga se ga pri temperaturi okol 350 stopinj.
Pa še osušen mora bit obvezno s kroženjem zraka pri okoli 150 stopinj celzija.
Edina primerna tehbologija za predelavo je še prašno sintranje z nabrizgavanjem prahu. Temperature površine na katero se ta prah nanaša morajo biti vsaj 370 stopinj pa tam nekje do 400 od oka.
To so Hi tech materiali. Ne moreš to s temi domačimi zadevami delat.
Za evolvento. Drugače kot da ti demnostriram ne gre. Pomagaš si seveda z ničelnim zobnikom. Za risanje boka iporabiš funkcijo spline, ki ti interpolira krivuljo po konstrukcijskih točkah.
zihr je vaše podjetje akripol ... ali kaj podobnega ;)
i9-12900k; 32GB DDR5-6000 CL36; Nvidia RTX 3080 ti;
Gigabyte Aorus z690 master; Be Quiet Dark Power 12 1000W
Gigabyte Aorus z690 master; Be Quiet Dark Power 12 1000W
Unknown_001 ::
zihr je vaše podjetje akripol ... ali kaj podobnega ;)
Noup. Aint gonna tell ya here. Iz preventive pred raznimi budalami iz foruma. Nimam interesa da bi se ukvarjal z umskimi problematiki ki bi težili, ker se reveži ne morejo sprijaznit s tem da nekdo lahko zanika njihovo trditev. Happened before, ain't gonna make same mistake.
Here is the deal. If you want to know more about it, ni druge kot da se dobimo ali pa nadaljujemo po ZS , mail... s tem se tudi malo resnosti pokaže. I mean tudi pošteno je, da če se jaz predstavim s polnim imenom in priimkom se lahko tudi sogovorec meni.
Iz navade pa se o osebnih stvareh ne pogovarjam z ljudmi ki nočejo dat roke ob orvem srečanju.
Wie nennt man einen Moderator mit der Hälfte des Gehirnis ?
Begabt
Begabt
sulaco ::
eJ, eno čudo se mi dogaja s printi ASA filamenta, ki naj bi bili močnejši od ABS-a....stvar je zelo lomljiva. Podobno kot albert piškoti...pa ne po vsej višini. nekje je trdo kot kamen, potem je pa kar neka šibka točka.
Za primerjavo povem, da je PLA in NGEN s katerimi imam več izkušanj pri istem kosu skoraj nemogoče zlomit...
Nekako razmišljam, da ker (še) nimam zaprtega printerja se layerji ne povežejo dovolj močno?!?! A razmišljam v pravo smer?
Mogoče pa kakšna fora z vlago v filamentu-čeprav je nov
Bi dal za foro kar nek karton okoli printerja za poskus?? A bi šlo?
LP
Za primerjavo povem, da je PLA in NGEN s katerimi imam več izkušanj pri istem kosu skoraj nemogoče zlomit...
Nekako razmišljam, da ker (še) nimam zaprtega printerja se layerji ne povežejo dovolj močno?!?! A razmišljam v pravo smer?
Mogoče pa kakšna fora z vlago v filamentu-čeprav je nov
Bi dal za foro kar nek karton okoli printerja za poskus?? A bi šlo?
LP
Zgodovina sprememb…
- spremenilo: sulaco ()
Unknown_001 ::
eJ, eno čudo se mi dogaja s printi ASA filamenta, ki naj bi bili močnejši od ABS-a....stvar je zelo lomljiva. Podobno kot albert piškoti...pa ne po vsej višini. nekje je trdo kot kamen, potem je pa kar neka šibka točka.
Za primerjavo povem, da je PLA in NGEN s katerimi imam več izkušanj pri istem kosu skoraj nemogoče zlomit...
Nekako razmišljam, da ker (še) nimam zaprtega printerja se layerji ne povežejo dovolj močno?!?! A razmišljam v pravo smer?
Mogoče pa kakšna fora z vlago v filamentu-čeprav je nov
Bi dal za foro kar nek karton okoli printerja za poskus?? A bi šlo?
LP
Ograditi delovni prostor tiskalnika - dobra ideja
Predsušiti material - odlična ideja
1. Ograditev ti zagotavlja toplo delovno okolje, zato se bo brizg počasneje ohlajal in boljši bo spoj. Ne bo temperaturnih šokov in naglih ohlajan zaradi prisilne konvekcije ki jo povzroči prepih.
2. Predsušenje mnogih stiren polimerizatov kot so SAN, ABS, ASA je pomembno pred oredelavo. Univerzalno priporočljiva temperatura je nekje 80 stopinj prepihovati s toplim zrakom ha 2-3 ure. Ker nimate doma vsi namenskih sušilcev... ne se dat. Zagotovo imate ror oz. Pečico. Na pečici nastavite temperaturo 80 stopinj in postavite kolute materiala notri. Po potrebi vmes malo odprite vratca, da gre navlažen zrak ven ali pa jih pustite priprta (termodinamski vzgon bo naredil svoje.)
Extra hint. Podobno se lahko suši tudi oplaščene elektrode za elektroobločno varjenje, tam temperaturo lahko dvigneš do 140 stopinj.
Wie nennt man einen Moderator mit der Hälfte des Gehirnis ?
Begabt
Begabt
Zgodovina sprememb…
- spremenilo: Unknown_001 ()
I__I ::
A če naprintaš isti kos večkrat, se ta oslabitev vedno pojavi na istem mestu ali pa je bolj naključno? So kakšni znaki under-extruzije ali izgleda popolnoma normalno? Ena možnost je prepih in že karton okrog printerja bi pomagal. Če pride do under-extruzije potem je možno da se ti filament kje zatika ali pa da je temperatura šobe prenizka in ne more dovolj hitro topiti materiala na določenih mestih. Probaj zvišati temperaturo za 5°. Js printam ABS čim bolj vroče kot se da (brez da bi plastika sama tekla ven).
Če imaš vlago v filamentu se to sliši kot prasketnje v ekstrudorju. Pa tudi vidi so mehurčke pri filamentu, če ga prosto iztisneš. pri samem printu se mehurčkov ponavadi ne vidi, mislim da zato, ker je v šobi večji pritisk in potem para raje izstopa na zgornjem delu exstrudorja.
Js plastike v pečici ne bi sušil. Ne vem kako delujejo moderne pečice, ampak naša stara pečica dela tako da se grelec prižge na polno (2000W predvidevam), in ko temperatura na termostatu doseže željeno vrednost, se potem izklopi in ponovno vklopi, ko se temperatura zniža. Mislim da lahko pride do lokalnega pregretja plastike in deformacij. Če boš plastiko preveč stopil v pečici, mislim da ne bo več uporabna za hrano.
Js uporabljam star sušilnik hrane. Moj ima samo on/off in niti nima termometra/termostata. Tako, da sem potem sam dodal termometer, tako da lahko nadzorujem temperaturo. In ker je samo 240W in ker ima ventilator, potem ne more pregreti plastike. Novega dobiš za 30-60€. Večina jih ima zdaj tudi nastavitve za temperaturo. Edino kar je problem, je to, da so pladnji plitki, ki se nalagajo eden na drugega, tako da če hočeš sušiti celo rolo, moraš polomiti notranjost pladnjev, ali pa narediti novo steno iz plastike oz. js sm dal kar karton.
Če imaš vlago v filamentu se to sliši kot prasketnje v ekstrudorju. Pa tudi vidi so mehurčke pri filamentu, če ga prosto iztisneš. pri samem printu se mehurčkov ponavadi ne vidi, mislim da zato, ker je v šobi večji pritisk in potem para raje izstopa na zgornjem delu exstrudorja.
Js plastike v pečici ne bi sušil. Ne vem kako delujejo moderne pečice, ampak naša stara pečica dela tako da se grelec prižge na polno (2000W predvidevam), in ko temperatura na termostatu doseže željeno vrednost, se potem izklopi in ponovno vklopi, ko se temperatura zniža. Mislim da lahko pride do lokalnega pregretja plastike in deformacij. Če boš plastiko preveč stopil v pečici, mislim da ne bo več uporabna za hrano.
Js uporabljam star sušilnik hrane. Moj ima samo on/off in niti nima termometra/termostata. Tako, da sem potem sam dodal termometer, tako da lahko nadzorujem temperaturo. In ker je samo 240W in ker ima ventilator, potem ne more pregreti plastike. Novega dobiš za 30-60€. Večina jih ima zdaj tudi nastavitve za temperaturo. Edino kar je problem, je to, da so pladnji plitki, ki se nalagajo eden na drugega, tako da če hočeš sušiti celo rolo, moraš polomiti notranjost pladnjev, ali pa narediti novo steno iz plastike oz. js sm dal kar karton.
Unknown_001 ::
Če nimaš pečice z ustrezno regulacijo pol ni treba glih probavat. Pečico vedno prej zagreješ preden sušiš če je problem v tem da je ogreva premočno. Da bi pečico zagiftal... nah, fiziološko ni nevarno. Saj boš sušil ne pa talil. ABS je obstojen do tam nekje 90 stopinj. Če je koga strah lahko suši tudi na 70. Nima bit kaj narobe.
Wie nennt man einen Moderator mit der Hälfte des Gehirnis ?
Begabt
Begabt
Zgodovina sprememb…
- spremenilo: Unknown_001 ()
sulaco ::
Potem vlaga ni, saj ni nobenih mehurčkov, nič ne poka...
Lahko bi bil prepih...hm,hm. Bom res naredil kartonasto škatlo za test.
Pa dvignil bom temperaturo. Formfutura pravi 235-255C. Thomas 265C. jaz sem printal z 245C pa filament res ni tekel ven, kot je to ponavadi...
Sedaj sem vmes zamenjal na nov PLA, da bom imel vsaj en delujoči "prototip"
Hvala za namige ;)
Lahko bi bil prepih...hm,hm. Bom res naredil kartonasto škatlo za test.
Pa dvignil bom temperaturo. Formfutura pravi 235-255C. Thomas 265C. jaz sem printal z 245C pa filament res ni tekel ven, kot je to ponavadi...
Sedaj sem vmes zamenjal na nov PLA, da bom imel vsaj en delujoči "prototip"
Hvala za namige ;)
Unknown_001 ::
Za ABS je odvisno kakšen tip imaš. Navadni ABS se brizga do 240 stopinj. Temperaturno obstojni pa lahko tudi do 280. To so okvirne številke. NI vse popolnoma isto.
Navadno ti mora proizvajalec ob prodaji materiala tudi dati tehnološki list z karakteristikami materiala in priporočili za predelavo. Lahko imaš en list A4 tabelo lahko pa tudi celo brošuro če gre za specifiko. Brez tega in da še proizvajalec nima pojma o lastnem materialu ne bo nič od nič. Navadno šloganje na slepo in trošenje materiala v prazno.
Navadno ti mora proizvajalec ob prodaji materiala tudi dati tehnološki list z karakteristikami materiala in priporočili za predelavo. Lahko imaš en list A4 tabelo lahko pa tudi celo brošuro če gre za specifiko. Brez tega in da še proizvajalec nima pojma o lastnem materialu ne bo nič od nič. Navadno šloganje na slepo in trošenje materiala v prazno.
Wie nennt man einen Moderator mit der Hälfte des Gehirnis ?
Begabt
Begabt
Zgodovina sprememb…
- spremenilo: Unknown_001 ()
rezator ::
Si kdo lasti Zortax M200 ali celo M300? Zanima me kako je z filamenti? Zadeva gre samo na orginal Zortax filamente, ali gre na vse? Naj bi bil zaprt sistem zaradi enostavnosti, ki naj bi bil res super enostaven in zanesljiv, odlicen. Ampak filamenti za M300 so svinjsko dragi? Ne razumem v cem bi se razlikovali od filamentov za M200. In pa kvaliteta? Naj bi bil odlicni tudi.
Alternativa je Raise N2 plus, ki sem ga videl v zivo in res dela odlicne tiske.
Alternativa je Raise N2 plus, ki sem ga videl v zivo in res dela odlicne tiske.
Some people feel the rain. Others just get wet.
Unknown_001 ::
"Dvignem roko"
Ne bi vedel. Problem zna bit v software-u, ker ko ti uvoziš model v Zortrax suite te tudi vpraša po tipu materiala, kot tudi po tiskalniku in na podlagi tega pripravi kodo kjer so nastavljeni tudi parametri za šobo itd. Lastim si M200. S filamentom za M300 nisem probaval oz. Sploh nisem vedel da rabiš različnega. Verjetno je razlika le v debelini žice ali oa v količini. Material je po vsej verjetnosti isti.
Ne bi vedel. Problem zna bit v software-u, ker ko ti uvoziš model v Zortrax suite te tudi vpraša po tipu materiala, kot tudi po tiskalniku in na podlagi tega pripravi kodo kjer so nastavljeni tudi parametri za šobo itd. Lastim si M200. S filamentom za M300 nisem probaval oz. Sploh nisem vedel da rabiš različnega. Verjetno je razlika le v debelini žice ali oa v količini. Material je po vsej verjetnosti isti.
Wie nennt man einen Moderator mit der Hälfte des Gehirnis ?
Begabt
Begabt
Zgodovina sprememb…
- spremenilo: Unknown_001 ()
rezator ::
Parametre ne mores spreminjati? Je res tako zelo dober in enostaven za uporabo? Tudi jaz sem secudil v cem bi bila razlika v filamentih. In celo to sem opazil, da m300 sploh ne podpira tiskanja z abs.
Some people feel the rain. Others just get wet.
Unknown_001 ::
Ne vem, če boš kjerkoli našel bolj "trotlzihr" rešitev. To je končan izdelek ki mu za normalno delovanje ne manjka nič. Programska oprema je enostavna za uporabo in dobro spisana.
Pa vzemi M200. Je najbolj prodajan model in tudi dimenzije so zadovoljive 200x200x190. Poleg tega imaš na voljo več vrst materialov.
Pa vzemi M200. Je najbolj prodajan model in tudi dimenzije so zadovoljive 200x200x190. Poleg tega imaš na voljo več vrst materialov.
Wie nennt man einen Moderator mit der Hälfte des Gehirnis ?
Begabt
Begabt
Zgodovina sprememb…
- spremenilo: Unknown_001 ()
rezator ::
https://store.zortrax.com/m200-z-hips
https://store.zortrax.com/m300-z-hips
M200 39 eur, M300 89 eur. Res da ga je dvakrat vec, samo matematka se vseeno ne izide :)
Ni M300 samo vecji M200? Se pravi bi lahko dal kar materijale za M200.
Te pridejo te Z filamenti kaj drazje, kakor ce bi kupoval ostale filamente zadovoljive oziroma dobre kvalitete?
https://store.zortrax.com/m300-z-hips
M200 39 eur, M300 89 eur. Res da ga je dvakrat vec, samo matematka se vseeno ne izide :)
Ni M300 samo vecji M200? Se pravi bi lahko dal kar materijale za M200.
Te pridejo te Z filamenti kaj drazje, kakor ce bi kupoval ostale filamente zadovoljive oziroma dobre kvalitete?
Some people feel the rain. Others just get wet.
kombinezon ::
Kmalu nameravam naročiti Pruso i3 mk2s kit komplet. Ima kdo kakšne izkušnje s sestavljanjem tega printerja. Kje ponavadi kupujete fillamente sem gledal cene so nekje nad 20€/kg ali se kje da naročiti v slo ceneje?
rezator ::
Cemene vprasas je 20 eur na kg zelo ugodna cena.
Drugace sem pa pred kratkim zasledil Creality CR-10 za 400 eurov. Reviewe ima zelo dobre. Samo tako malo za premislek vam pisem.
Drugace sem pa pred kratkim zasledil Creality CR-10 za 400 eurov. Reviewe ima zelo dobre. Samo tako malo za premislek vam pisem.
Some people feel the rain. Others just get wet.
Unknown_001 ::
https://store.zortrax.com/m200-z-hips
https://store.zortrax.com/m300-z-hips
M200 39 eur, M300 89 eur. Res da ga je dvakrat vec, samo matematka se vseeno ne izide :)
Ni M300 samo vecji M200? Se pravi bi lahko dal kar materijale za M200.
Te pridejo te Z filamenti kaj drazje, kakor ce bi kupoval ostale filamente zadovoljive oziroma dobre kvalitete?
Problem je v software u. Ni vsak ABS isti. Imaš različne mešanice z različnimi dodatki in s tem tudi druge priporočene parametre za delo. Priporočeni filamenti so testirani in s tem vnešeni v programsko opremo.
Wie nennt man einen Moderator mit der Hälfte des Gehirnis ?
Begabt
Begabt
sulaco ::
kombinezon: zraven MK2S boš dobil zelo dobra navodila...kot bi sestavljal LEGO
vzami si čas za natančno sestavljanje, pa se ti bo že pri prvem printu poplačal čas...
P.S. Pred kratkim sem pisal o težavah pri printanju z A.S.A. (Apollo X od FF) filamentom....printer sem zaprl v škatlo, probal različne temperature....pa še vedno ostaja slaba povezljivost plasti, obvezen print z BRIM-om, saj drugače se WARP-a, včasih pa poči po plasteh pri ohlajanju...
Imam celo excel tabelo z različnimi priporočenimi nastavitvami, ki sem jih našel na netu...izdelek je krhek kot Albert piškoti (255/100stC/fan20%)
Skratka: oglašujejo kot superduper nadomestilo za ABS, ki je UV obstojen...ampak jaz tako slabih printov do danes še nisem videl/imel :(
P.S2: Še vedno iščem dober filament za zunanje funkcionalne printe...
vzami si čas za natančno sestavljanje, pa se ti bo že pri prvem printu poplačal čas...
P.S. Pred kratkim sem pisal o težavah pri printanju z A.S.A. (Apollo X od FF) filamentom....printer sem zaprl v škatlo, probal različne temperature....pa še vedno ostaja slaba povezljivost plasti, obvezen print z BRIM-om, saj drugače se WARP-a, včasih pa poči po plasteh pri ohlajanju...
Imam celo excel tabelo z različnimi priporočenimi nastavitvami, ki sem jih našel na netu...izdelek je krhek kot Albert piškoti (255/100stC/fan20%)
Skratka: oglašujejo kot superduper nadomestilo za ABS, ki je UV obstojen...ampak jaz tako slabih printov do danes še nisem videl/imel :(
P.S2: Še vedno iščem dober filament za zunanje funkcionalne printe...
gregyk ::
gregyk ::
mihec87 ::
Za Zortrax m200 se mi zdi da sem zasledil da obstaja fw al hack da imaš lahko druge filamente.. Sicer njihov filament je super..
rezator ::
22% davka? Saj ga ne kupujes v Slo. Kaj ti placas je import oziroma carina, ne davek na dodano vrednost.
Some people feel the rain. Others just get wet.
rezator ::
Pardon. Izdelek se poslje iz Kitajske, tako da vse to placas kaj si ti napisal. Sem spregledal, da ni iz EU. Ce bi bil iz EU nebi placal nic.
Some people feel the rain. Others just get wet.
Zgodovina sprememb…
- spremenil: rezator ()
gregyk ::
Rabil bi 0.4mm šobo za MK8 extruder geeetech i3, če je kdo iz gorenjske ali bližine, osebno se oglasim ali pa če mi pošlje po povzetju. Hvala.
rezator ::
Jaz jo imam doma. Cisto novo. Kako nujno rabis? Ker me ni doma. Sem v tujini.
Some people feel the rain. Others just get wet.
Vredno ogleda ...
| Tema | Ogledi | Zadnje sporočilo | |
|---|---|---|---|
| Tema | Ogledi | Zadnje sporočilo | |
| ⊘ | Kateri 3D tiskalnik (strani: 1 2 )Oddelek: Kaj kupiti | 7542 (1061) | Motion |
| » | poceni 3D print škatliceOddelek: Pomoč in nasveti | 3008 (1843) | dvihtelic |
| » | 3d tiskalnik za zacetnikaOddelek: Pomoč in nasveti | 3672 (3027) | sslavc |
| » | 3D tiskaliki za domaco uporaboOddelek: Strojna oprema | 4534 (4157) | mihec87 |
| » | 3d printerOddelek: Kaj kupiti | 12118 (10387) | stalker |