Forum » Znanost in tehnologija » RepRap, 3d printer, sposoben 60% avtoreplikacije
RepRap, 3d printer, sposoben 60% avtoreplikacije
tkamni ::
Eno cist laično vprasanje, ker so mi te stvari tuje. Ali bi bilo mogoce reprapa krmilit s taksno elektroniko in kako je potem s softwarom na racunalniku?
Link:
http://global.ebay.com/CNC-TB6560-4-Axi...
No očitno so že probavali, in rezultati so vse prej kot zadovoljivi.
Pa še link:http://reprap.org/wiki/4_Axis_TB6560_CN...
WarpedGone je izjavil:
Evo, še slikca.
Wau, res je lepo ratalo. S katerim programom pa razdeliš objekt na polovico?
Zgodovina sprememb…
- spremenil: tkamni ()

WarpedGone ::
Super orodje, brezplačno za domačo uporabo.
detroit ::
WarpedGone je izjavil:
was ist das?
Trup makete reverse-trika z zaprto kabino.
ah oook. Tole zgleda fansi šmensi zadeva
WarpedGone ::
Kaj pa modele modelirane v Solidworksu je mogoce printat z mendelom???
Da.
tkamni ::
barbarpapa1 ::
Pri "copranju" prototipov iz ABS-a (in ostalih plastičnih mas na stirenski osnovi) smo (in si še vedno) pomagamo s temle:
http://www.pattex.de/Pattex-Powerkleber...
Zadeva je 2K in sicer praškasta komponenta ter tekoča, ki ju zmešaš in potem naneseš. Lahko je uporabno kot lepilo ali pa kit. Je pa "odokativno" podobne trdote, kot ABS. Maso moraš porabiti v cca 20 minutah od priprave mešanice.
Drugi predlog pa je osnovan na dejstvu, da se ABS topi v mravljični kislini. Smo s tem lepili ABS, pa tudi neke vrste kit smo si mešali s tem (ABS ostužki, prah, opilki itd... zmešani s tem). Meni je stabilit veliko ljubši, gre manj v oči in je manj krhek...
LP
Jože
Zgodovina sprememb…
- spremenil: barbarpapa1 ()
linefeed ::
ja na ljudmili imamo delujočega rapmana z ogrevano ploščo in en (še vedno) nedokončan lasercut mendel kit.
srečanja se trudimo organizirat na wikiju: http://wiki.ljudmila.org/Eksperimentaln...
lani smo se dosti dobivali, ob torkih popoldne-zvečer ponavadi. kogar zanima naj kar uleti ta torek okol osmih-devetih, enkrat kmalu pa predlagam da naredimo pravi slo reprap community meet! kako se vam zdita 8. in 9. junij?
Zgodovina sprememb…
- spremenil: linefeed ()
Brane2 ::
Se da sprintat kak mehansko upraben model ali je vse skupaj še v vodah eksperimentiranja ?
Brane2 ::
Na kaj ti računaš, mislim, katero tvojih potreb naj bi zadovoljil ?
darkolord ::
"Za doma" pa je uporaben za delanje ohišij, nosilcev (če kaj sam delaš), polomljenih/pokvarjenih rezervnih delov, umetniških zadev, ...
Par random s takimi napravami sprintanih primerkov z neta:

knof za pečico



Zgodovina sprememb…
- zavarovalo slike: gzibret ()
Brane2 ::
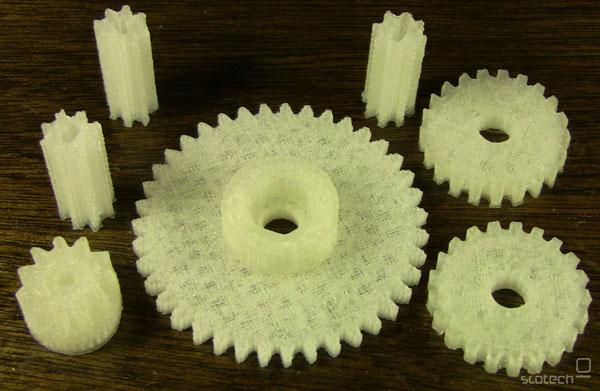
Koliko se dejanjsko lahko zaneseš na njihove mehanske kakovosti ?
Poglej si une zobnike recimo. Saj se praktično skoz vidi...
darkolord ::
Če zadeva ni izpostavljena in je važna funkcija, potem npr. grobost površine povečini niti ni tako pomembna, je pa, če je to pomembno, možno stvar tudi površinsko obdelati in dobiti čisto gladko površino, na primer:

prej

potem
Glede mehanskih lastnosti so zadeve precej zadovoljive (točnih številk sicer ni, ker je od primera do primera različno), ampak tam kjer se uporabljajo plastični kosi, itak povečini niso dimenzionirani za kakšne posebno močne obremenitve. Jasno v kakšnem kilovatnem Hiltiju ne bi menjal zobnika za plastičnega doma izdelanega, v kakšnem gospodinjskem aparatu pa že.
Oz. malo drugače povedano: profesionalni rapid prototyping stroji ti lahko izpljunejo izdelek, ki je mehansko povsem ekvivalenten končnemu serijskemu proizvodu. Doma si seveda precej bolj omejen, še vedno pa lahko izdelaš kup čisto uporabnih zadev, ki bi drugače bile predrage, prezamudne ali celo nemogoče za dobiti/narediti.
Zgodovina sprememb…
- zavarovalo slike: gzibret ()
WarpedGone ::
Na kaj ti računaš, mislim, katero tvojih potreb naj bi zadovoljil ?
Hobi.
Ampak večina teh zadev je videti nekako penasto in grobo.
Koliko se dejanjsko lahko zaneseš na njihove mehanske kakovosti ?
Poglej si une zobnike recimo. Saj se praktično skoz vidi...
Penasto nikakor, grobo mogoče res.
Material je čisto navaden ABS in ima zato čist "standardne" parametre površinske, termične ipd. odpornosti/vzdržljivosti. Edin specifičen problem je laminacija oz. sprijemanje med posameznimi plasti nanosa. Ta je edino, ki je res podvrženo eksperimentiranju - kakšne parametre nastavit da se zadeva res dobro sprime. Davek je pa običajno čas tiskanja. Teoretično (softversko) je stvar sposobna natančnosti na stotinko milimetra a se v praksi to ne obnese.
Stvar ni "butl pruf" kjer stisneš en knof in ti ven pade delujoč avto ampak nucaš precej izkušenj kakšni parametri se najbolj obnesejo in kaj je dovolj dobro. Če je mašina sestavljena OK in brez posebnih mehanskih težav, stvar dela zelo dobro. Najšibkejši člen mašine je pogonski zobnik jermena za Z os. Je iz akrila in ga je treba z vijakom pritrditi na os servota. Men je ta reč opletala - na zgornjem printu je videt "valovanje" površine. Včeraj sm to zamenjal s sprintanim zobnikom in je stanje bisteno boljše. Površina je izpadla praktično gladka, vidi se le posamezne plasti - 0,25mm debele.
Ko maš laminacijo pod kontrolo je naslednji problem ukrivljanje. Čisto vsi polimeri se praktično termično raztezajo in posledično krčijo med hlajenjem. Med samim printanjem zato prihaja do ukrivljanja. Jaz proti temu še nism naredu nič, nekateri ogrevajo pladenj kar bi moralo mal pomagat ampak še vedno ne reši problema v celoti. To bi bil recimo zaprta komora z zrakom na ~200 stopinjah ali več.
Zgodovina sprememb…
- spremenilo: WarpedGone ()
Brane2 ::
Zadeva preko motorčka in vijaka pritiska patrono v ogreto cev - če sem prav dojel.
Se te zadeve ne bi dalo narediti bistveno bolje in bližje današnjim inkjetom ?
Mislim v smislu, da imaš N šob, ki ne "serjejo glisto" ampak pljuvajo serijo mikrokapelj ?
WarpedGone ::
Sam na koncu dneva je še vedno zelo pomembna cena zadeve. Da ne boš postal konkurenčen profi zadevam za > 50.000 EUR. Kakih 5 jurjev je top limit, raje še pol manj.
Tale "vroča glista" je simpl princip, ima pa precej odpada, težave s previsi, laminacijo in ukrivljanjem. Te težave niso showstopper jih je pa treba ustrezno handlat in upoštevat.
Po moje je prihodnost vseeno v laserju in ABS prahu. Lasten mlinček za ABS, ki izpljuva delce ranga 0.05 mm premera, dozirnik ki ta prah nanese v 0,1mm debelih slojih in laser, ki jih stali med sabo. Previsi so avtomatsko pohendlan, laminacija je boljša, ukrivljanja je pa bistveno manj ker je celoten izdelek "tolplotno izoliran" s preostalim ABS prahom in je manjši temp. gradient. Se pravi, treba je klasično sintranje pocenit na home-level.
Še največji problem je verjetno mlinček?
Brane2 ::
Pravzaprev, mogoče bi se dalo narediti že čisto spodobne navadne grelce za tole...
darkolord ::
Še največji problem je verjetno mlinček?Ah, tam je še precej precej drugih stvari; tudi tile reprap/rapman/itd delujejo po izjemno enostavnem principu (porivanje plastične žice čez segreto šobo), pa več kot očitno v praksi še zdaleč ni vse tako trivialno...
{kind=link}
Brane2 ::
Po moje pa ni kar tako enostavno - thermal inkjet črnila imajo točno določeno viskoznost (ABS ni glih nevem kako tekoč, ko je staljen) in primesi, ki so noter za to, da se uplinijo namesto osnovnega materiala...
IMHO ni toliko pomembna določena viskoznost kot to,d a jo imaš pod nadzorom. Kar lahko počneš z nadzorom temperature. S samim grelčkom v šobi pa sprožiš vplinjenje in brizg...
WarpedGone ::
tudi tile reprap/rapman/itd delujejo po izjemno enostavnem principu (porivanje plastične žice čez segreto šobo), pa več kot očitno v praksi še zdaleč ni vse tako trivialno..
Ni trivijalno ampak zapletov ni okrog samega porivanja plastične žice skozi vročo šobo ampak so problemi posledice takega principa. Eden izmed še neomenjenih je sam material - plastična žica je zadeva, katera je razmeroma draga (vsaj 20 €/kg, praktično pa okrog 30 €/kg). Pri samem printanju je precej odpada, kar še podraži zadevo. Če bi imel možnost "recikliranja" poljubne ABS plastike vključno z lastnim odpadom bi bil to en tak velik plus cele zadeve. Print ni uspel? Ni problema, v mlin z njim in gremo znova...
Izdelava 3mm ABS žice v lastni režiji je zapletenejše in dražje kot se morda zdi.
darkolord ::
IMHO ni toliko pomembna določena viskoznost kot to,d a jo imaš pod nadzorom. Kar lahko počneš z nadzorom temperature.Vseeno prideš do nečesa, kar je prej podobno putru kot vodi (črnilo)...
S samim grelčkom v šobi pa sprožiš vplinjenje in brizg...Če vplinjaš direkt ABS, imaš pomoje kar problem z močno gorljivimi hlapi, ki grejo ven skupaj s kapljico. Če bi pa vmes dodal eno komponento za to, kot to počnejo pri črnilih, bi pa moral narediti zelo homogeno zmes...
Eden izmed še neomenjenih je sam materialMa, tle je pomoje material oz cena le-tega še najmanjši problem. Iz kile plastike narediš kar precej stvari. Za primerjavo, cene polimerov za SLA so tudi krepko čez 100 eur/liter (pa cel "bazenček" ga mora biti poln).
barbarpapa1 ::
Tole, kar Brane2 predlaga, že v profesionalni obliki obstaja. Kolikor jaz poznam zadeve, ena tehnologija daje izdelke narejene iz vosku podobne snovi in služijo bolj za demonstracijo in predstavitev izdelkov, kot pa izdelavi funkcionalnih prototipov. Druga tehnologija pa uporablja podoben fotopolimer, kot "standardna" SLS tehnologija+ vodotopen podporni material. S prototipi, izdelanimi po tej tehnologiji, sem že imel opravka. Na žalost trdnostno še niso na nivoju stirenskih plastičnih mas, vendar dovolj, da se da z njimi narediti kak "proof of concept" funkcionalni prototip. Eden predstavnikov takšnih tiskalnikov je ObJet-ov tiskalnik:
http://www.objet.com/3D-Printer/Objet_D...
Tiskalnik, ki ga je naredil WarpedOne spada v t.i. FDM (Fused Deposition Modeling) tehnologijo:
Fused deposition modeling @ Wikipedia
Zadeva je že v osnovi bila zamišljena tako (mislim samo tehnologijo, kot tako), da bi uporabljala material, ki je splošno dostopen (ABS) in se tako izognila problematiki dragih, namensko razvitih materialov. Kot je že bilo omenjeno, je poglavitna težava sprijemanje plasti (laminacija). To sprijemanje plasti je lahko problem tudi pri brizganih plastičnih kosih in nastane povsod tam, kjer se srečata dve fronti taline. Takšna spojna mesta so mehansko okoli 30%, pa do 50% slabša, kot sam material, iz katerega je izdelek. Torej je kos mehansko zelo anizotropen, saj ima pravokotno na smer laminacije znatno slabše mehanske lastnosti, kot vzdolž nalaganja plasti. Zato je pomembna orientacija kosa pri printanju, dobro pa je tudi, če le gre, da se debelejše plasti izdelajo s "prepletanjem" smeri nanosa materiala. Druga težava pa je krivljenje izdelkov in tu bi najverjetneje res pomagal predgret nosilec.
Branetova ideja za brizganje ABS-a pa se, brez razvoja namenskih materialov, verjetno ne bo dala realizirati. Prvi problem je visoka viskoznost "tekočega" ABS, ki je v segretem stanju bolj pasta, kot kapljevina. Viskoznost je tako visoka, da se pri brizganju ABS-a uporabljajo tlaki okoli 150 MPa (1500 Bar), brizgalni stroji pa so sposobni tlakov do 300 MPa. Druga stvar je degradacija materiala pod vplivom toplote. Bojim se da bo laser samo skuril material, tisto, kar bo odletelo iz šobe, pa bo nekaj, kar mehansko ne bo niti blizu lastnostim ABS-a. Pa kapljica, ko udari na material modela, mora biti "tekoča", da se bo sprijela z modelom. Kako daleč lahko taka mikrokapljica sploh leti, ne da bi se pri tem strdila in se potem samo "odbila" od modela? Skratka, tu smo še na začetku in pa brez namensko razvitih materialov ne bo šlo....
Darkolord, jaz pa ne bi zamenjeval plastičnega zobnika v gospodinjskem aparatu z doma narejenim (razen, če ga odvalno zrezkaš iz bloka ustrezne plastike...)...Obremenitve plastičnih zobnikov v gospodinjskih aparatih, niso nič manjše, kot pri plastičnih zobnikih v Hiltiju in podobnih mašincah....
LP
Jože
darkolord ::
Darkolord, jaz pa ne bi zamenjeval plastičnega zobnika v gospodinjskem aparatu z doma narejenim (razen, če ga odvalno zrezkaš iz bloka ustrezne plastike...)...Obremenitve plastičnih zobnikov v gospodinjskih aparatih, niso nič manjše, kot pri plastičnih zobnikih v Hiltiju in podobnih mašincah....Imaš prav, sem imel v mislih drugačne gospodinjske aparate (ne paličnih mešalnikov in mikserjev; bolj kakšne mehanizme za zaklepanje, v programatorjih, timerjih ...), ko sem tisto pisal...
Brane2 ::
S samim grelčkom v šobi pa sprožiš vplinjenje in brizg...Če vplinjaš direkt ABS, imaš pomoje kar problem z močno gorljivimi hlapi, ki grejo ven skupaj s kapljico. Če bi pa vmes dodal eno komponento za to, kot to počnejo pri črnilih, bi pa moral narediti zelo homogeno zmes...
Zakaj ? Pač pljuvaš v dušikovi atmosferi.
tkamni ::
Najprej sem začel z X-osjo:

Nosilec ekstruderja

Vodilo v Z smeri in nosilec motorja

Sestavljena X os
Nato sem začel s sestavljanjem modulov za Y os:




Sledilo je sestavljanje nosilne konstrukcije:

Blok za nateg jermena Z osi

Spredni nosilec jermena Y osi

Nosilec vijačnega vretena za Z os prvič

in drugič

Trikotnika


Že izgleda podobno Mendel-u


Vodila za Y os iz RF

Z vsemi vodili in vodilnima vijakoma
Sledila je izdelava MDF plošče:


Potlačena žabica :)

In še z ležaji

Še podlaga za printanje tudi iz MDF:

Nato sem dodal koračne motorje NEMA14 in zobata jermena, za katere se je izkazalo da niso prava, saj so HTD in jih ni mogoče zviti okoli majhnega radija.

Jermen za pogon Z osi

Slika od spodaj

X os od spodaj
Sledila je montaža grelne podlage:

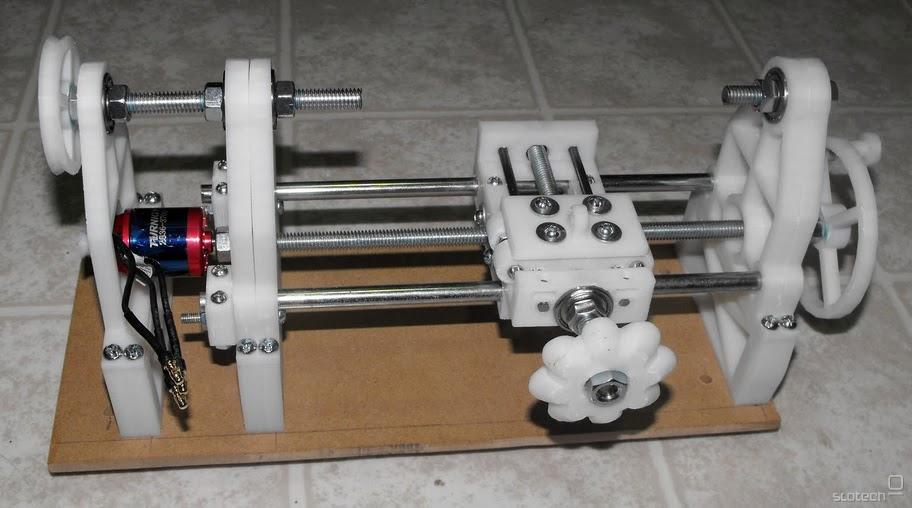
Po enomesečnem čakanju sem končno dobil prava zobata jermena iz poliuretana in s trapeznim profilom zoba. Začel sem tudi razporejati in pritrjevati kable.


In še elektronika:

Doma narejeno vezje RAMPS, spodaj pa Arduino mega.
Za delovanje je potreben le še ekstruder. Po nekaj neuspelih poizkusih izdelave zanesljive šobe...

Puščanje vsepovsod

...nekaj glasnih pregovorov in posvetov z očetom :P in je nastalo:

RF cev, šoba iz AL


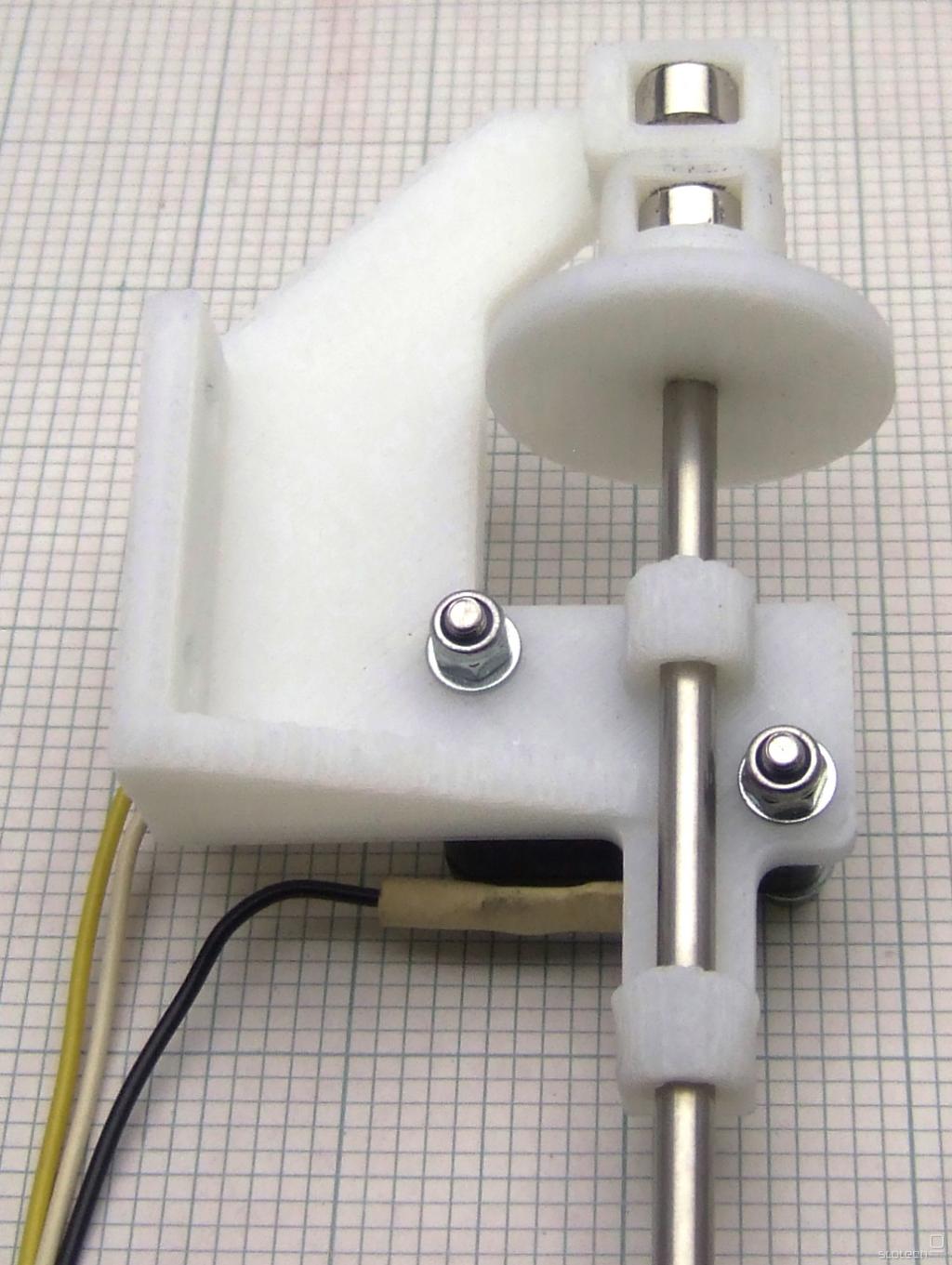
Kasneje so nastale še izboljšave: RP plastične podložke na ležajih, za vodenje zobatega jermena

Trenutno pa nastaja izboljšava nosilnega dela za ekstruder, saj je ta osnovni zelo okoren in z malo prostora za izolacijo vročega dela šobe, kar je tudi razlog, da nova(top of the top) šoba še ni namontirana :)

Zaenkrat je to, to. Če koga zanima kaj več, naj le vpraša, po dogovoru pa tudi pogleda v živo.
LP
tkamni ::
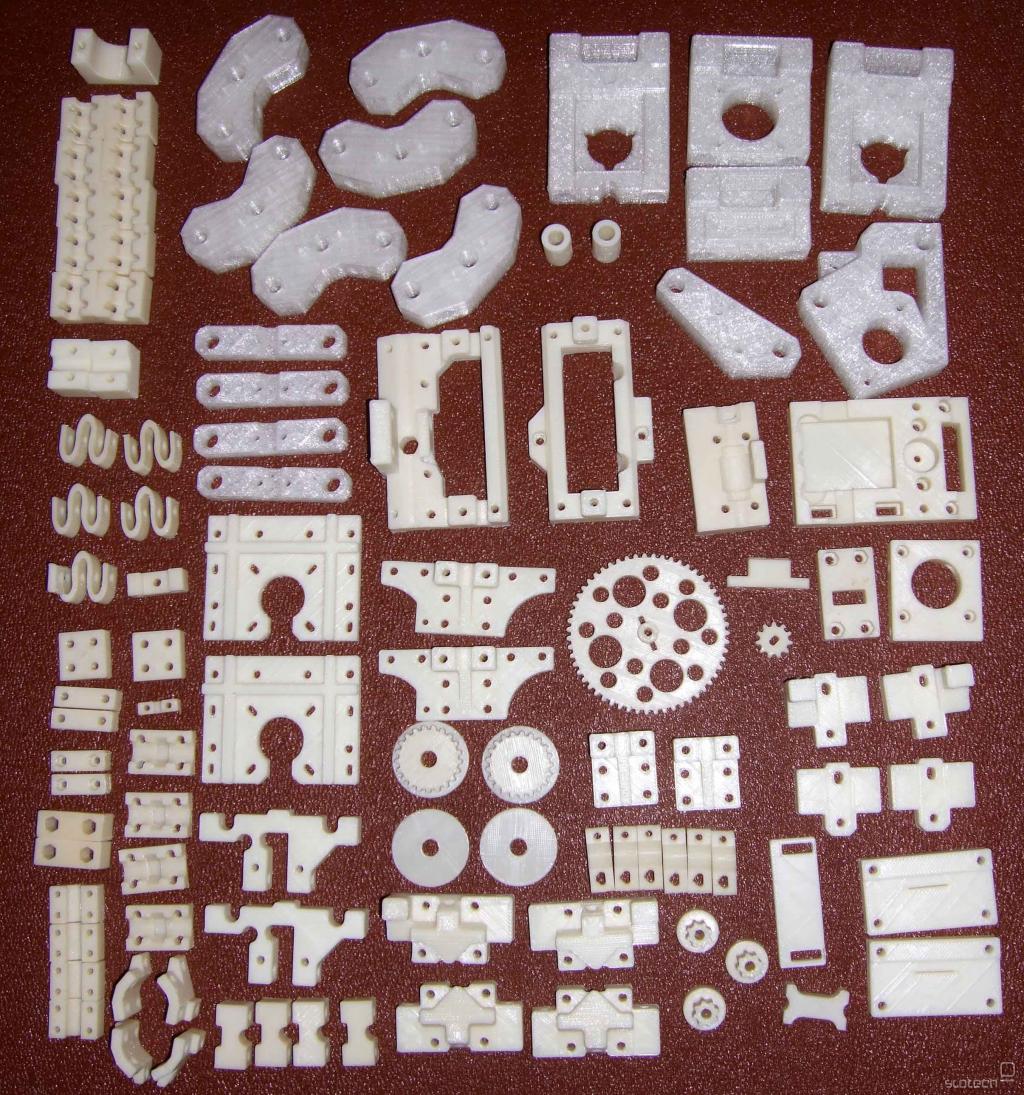
Vsi deli z extruderjem zasedejo kar velik del mize in izgledajo takole:

No, pa še nekaj slikc prvega izdelka s previsi in printanje s podpornim materialom:
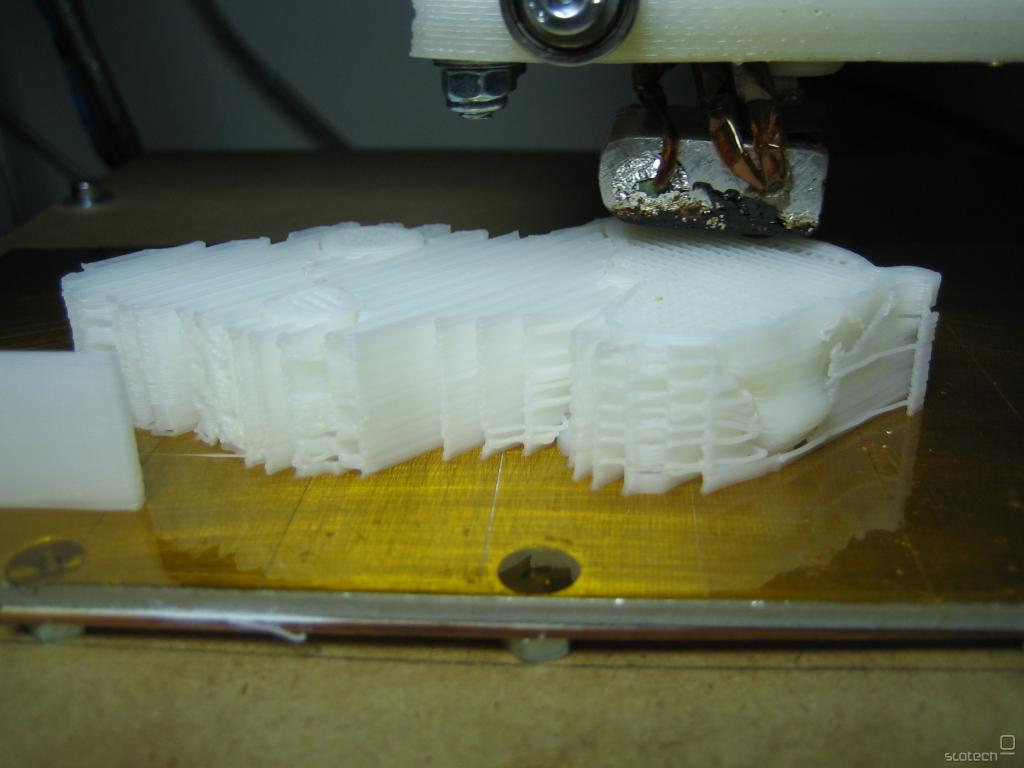
Začetek
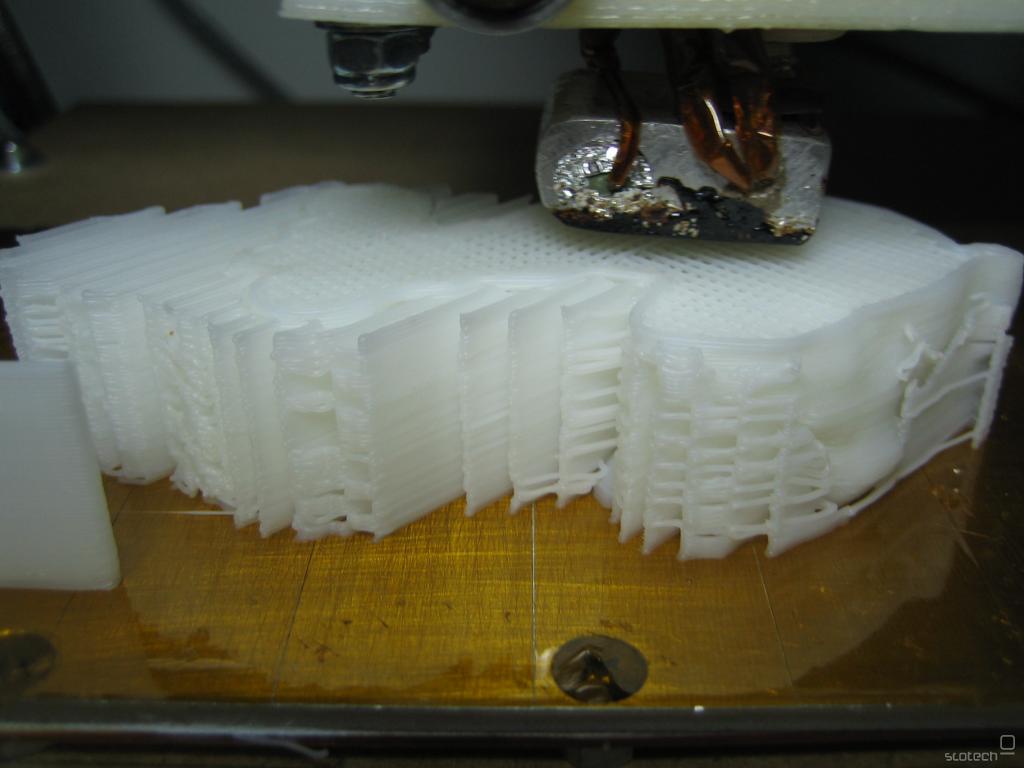
Že blizu, slikano ob 2:30AM :P
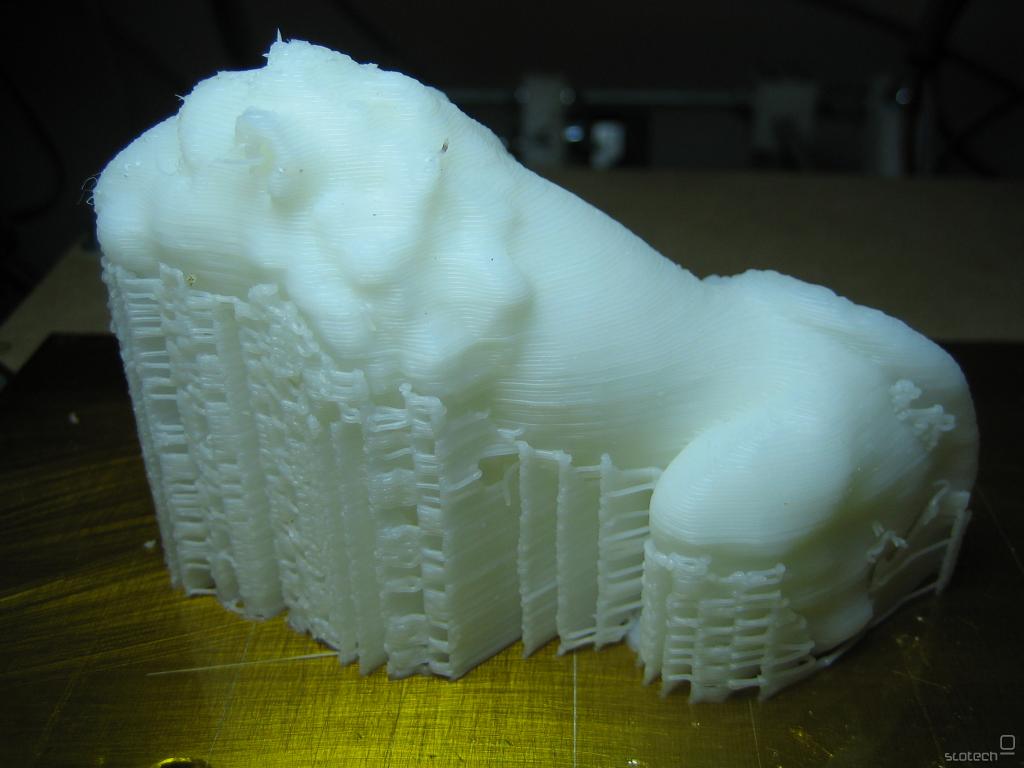
Print končan
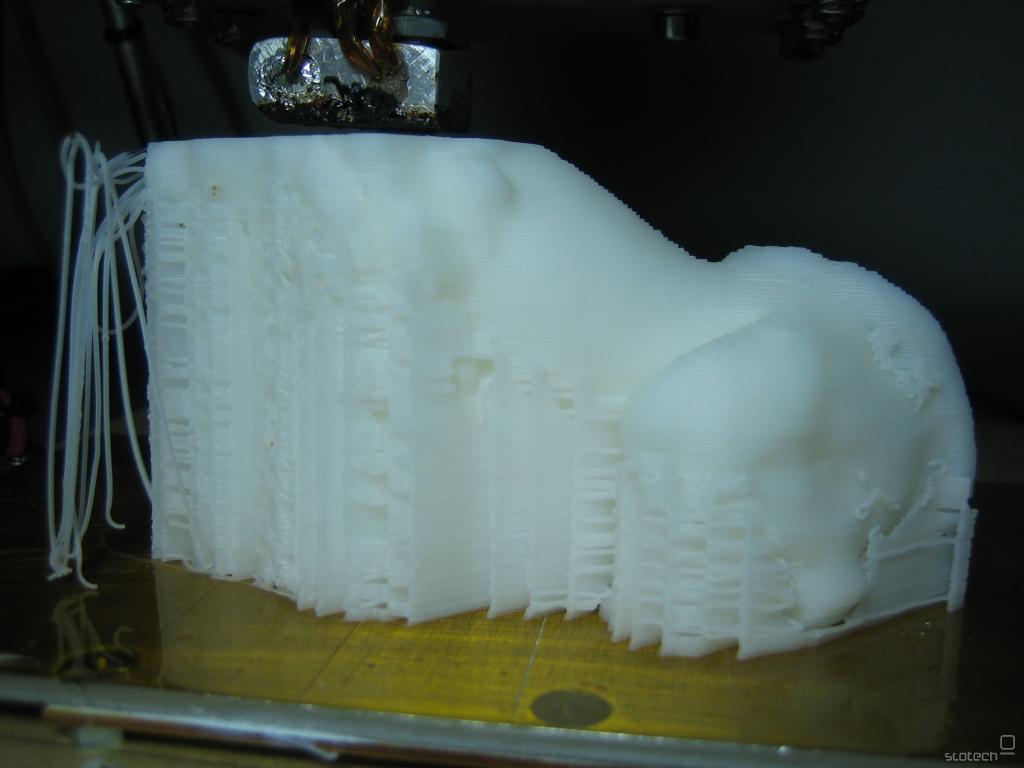
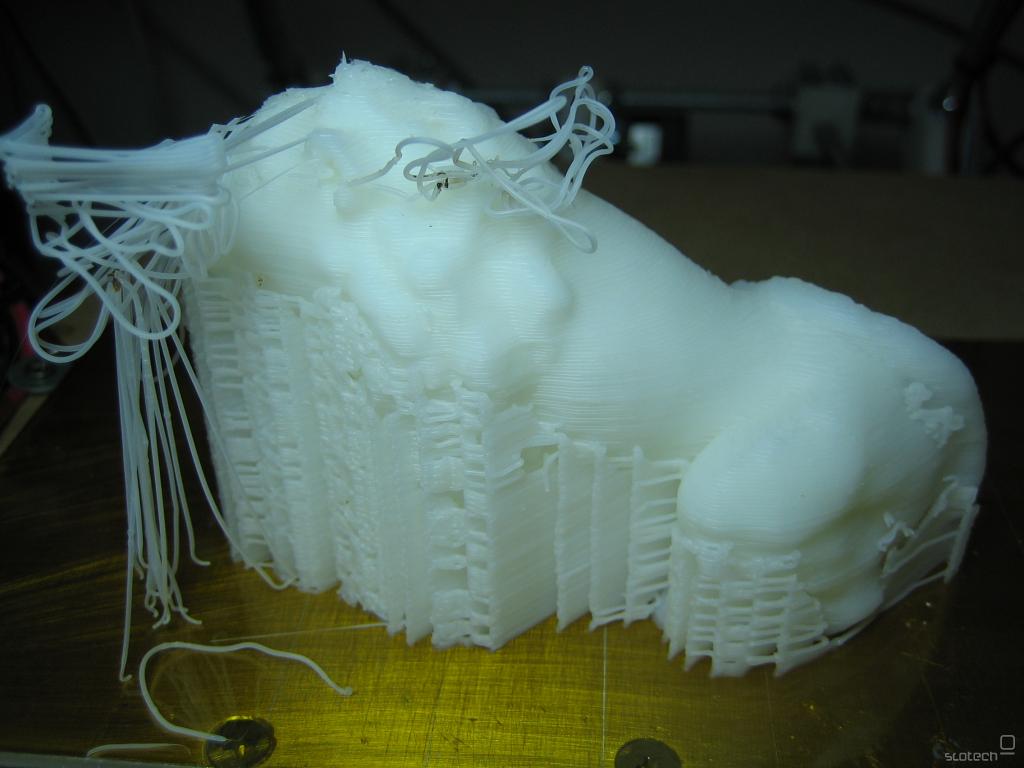
Po nekajminutnem odstranjevanju podpornega materiala, kateri je šel presenetljivo lepo stran

Končani izdelek

Zgodovina sprememb…
- zavarovalo slike: gzibret ()
tilen23 ::
Kak dolgo ti je vzel print?
Podporni material imaš isti material kot samo osnovo?
tkamni ::
Za čas pa ne vem čist točno, sem šel ob 2:30 spat, ocenim pa, da je trajalo približno 4h z 30% infillom.
tkamni ::
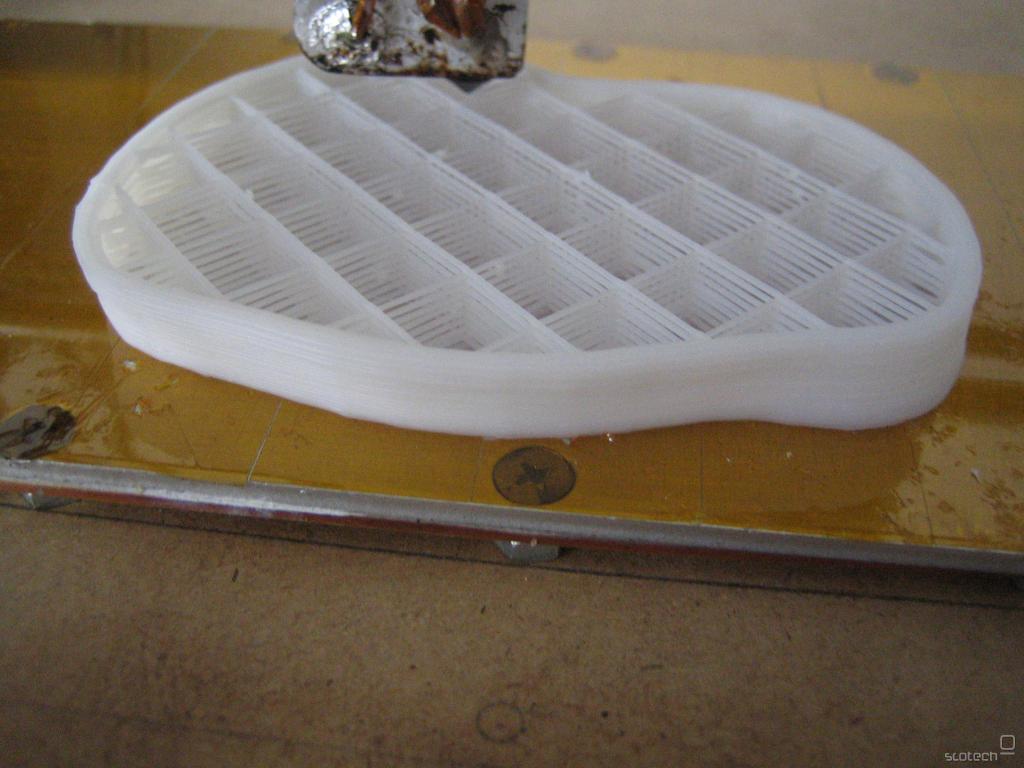
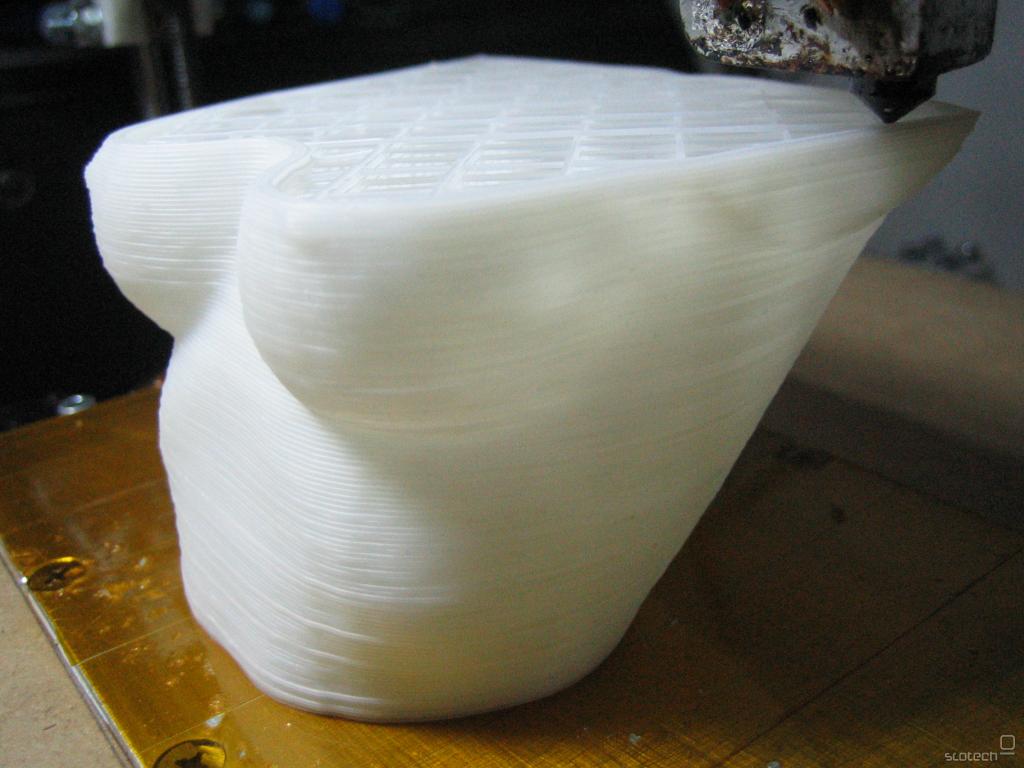




To je 2x povečana pinkpanter gospa :D
http://www.thingiverse.com/thing:1216
Zgodovina sprememb…
- zavarovalo slike: gzibret ()
WarpedGone ::
A short time later after a few thousand layers
Protislovje.
Po drugi strani je pa tole še vedno nedosegljivo za povprečno firmo, kaj šele povprečnega smrtnika. Kislo grozdje n stuf ...
Vredno ogleda ...
| Tema | Ogledi | Zadnje sporočilo | |
|---|---|---|---|
| Tema | Ogledi | Zadnje sporočilo | |
| » | Build heat: 3D tiskalnik v kit izvedbi - 13. del – The ProcessOddelek: Strojna oprema | 2040 (1750) | barbarpapa1 |
| » | V Berlinu poteka 50. sejem IFAOddelek: Novice / Android | 4730 (4102) | zcetrt |
| » | Build heat: 3D tiskalnik v kit izvedbi - 12. del – Prvi print!Oddelek: Strojna oprema | 1590 (1296) | WarpedGone |
| » | Build heat: 3D tiskalnik v kit izvedbi - 9. del – 3D robotOddelek: Strojna oprema | 1537 (1340) | WarpedGone |
| » | Build heat: 3D tiskalnik v kit izvedbi - 8. del – It moves!Oddelek: Strojna oprema | 1267 (1175) | nejcek74 |